- DOANH NGHIỆP DẪN ĐẦU KHÔNG CHỜ RỦI RO XẢY RA MỚI HÀNH ĐỘNG 17/07/2026
- PHƯƠNG NAM PANEL ĐỒNG HÀNH CÙNG VSCF 2026: CHUNG TAY KIẾN TẠO CÔNG TRÌNH TƯƠNG LAI 17/07/2026
- SEAFOOD PROCESSING PLANTS: A DEMANDING ENVIRONMENT FOR BUILDING ENVELOPE MATERIALS 06/07/2026
- BUILDING MATERIAL TRENDS FOR SEMICONDUCTOR MANUFACTURING FACILITIES IN VIETNAM 04/06/2026
- PNP | FROM REAL STORIES - DREAMS THAT CONTINUE TO GROW 15/10/2025
- PNP | PROCY PANEL PIR – THE INSULATION SECRET FOR GREEN BUILDINGS 05/06/2025

News
PNP | PEAK HARVEST SEASON DRIVES GREATER DEMAND FOR STABLE TEMPERATURE CONTROL IN FOOD PROCESSING FACILITIES
Wednesday, 10/06/2026, 16:53 GMT+7
The harvest season places significant pressure on the entire food processing and storage chain. For fresh agricultural products, even minor fluctuations in temperature or humidity can reduce product quality, shorten shelf life, and directly impact commercial value.
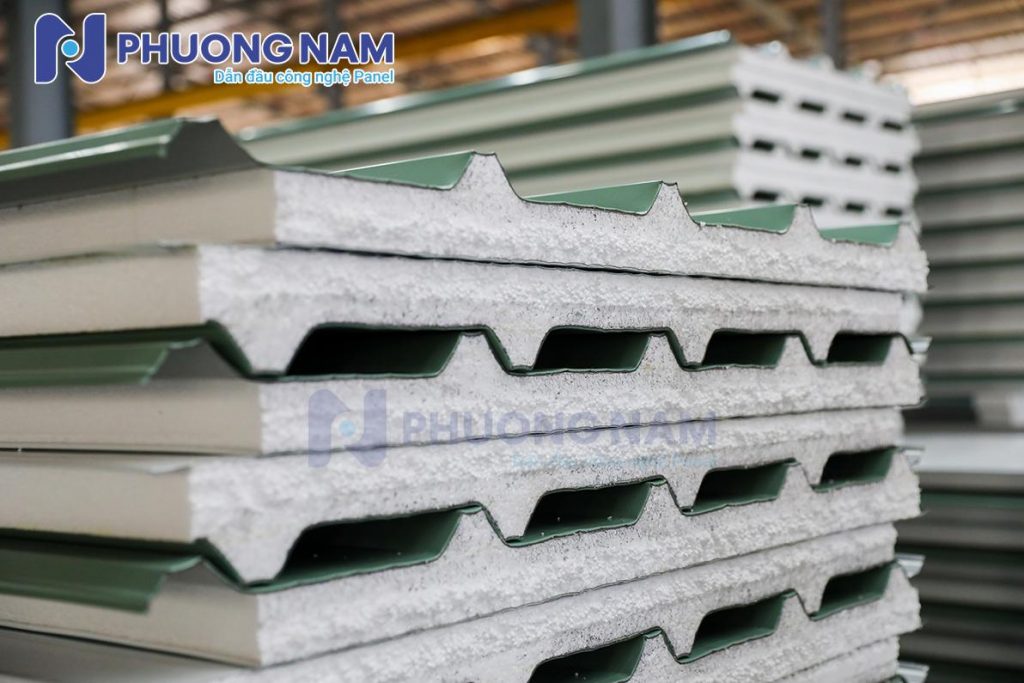
Insulated sandwich panels, featuring airtight joint systems, excellent thermal performance, and food-grade hygienic surfaces, have become a preferred solution for food processing facilities seeking reliable and continuous operation during peak production periods.
This is one of the key reasons why insulated panel systems are being increasingly adopted across the food manufacturing industry today.
![]() Processing and Preparation Areas: Insulated panels help create clean, hygienic environments that are easy to maintain while supporting stable production conditions throughout the processing cycle.
Processing and Preparation Areas: Insulated panels help create clean, hygienic environments that are easy to maintain while supporting stable production conditions throughout the processing cycle.
![]() Chilled Storage (0°C to +15°C): High-performance thermal insulation helps maintain consistent temperatures, minimize heat transfer, and reduce the workload on HVAC and refrigeration systems.
Chilled Storage (0°C to +15°C): High-performance thermal insulation helps maintain consistent temperatures, minimize heat transfer, and reduce the workload on HVAC and refrigeration systems.
![]() Cold Storage and Freezer Rooms (0°C to -40°C): A tightly sealed panel system provides superior thermal retention, minimizes condensation risks, and protects product quality during long-term storage.
Cold Storage and Freezer Rooms (0°C to -40°C): A tightly sealed panel system provides superior thermal retention, minimizes condensation risks, and protects product quality during long-term storage.
![]() Packaging Areas: With smooth, moisture-resistant surfaces that are easy to clean, insulated panels support strict hygiene requirements commonly found in the food industry.
Packaging Areas: With smooth, moisture-resistant surfaces that are easy to clean, insulated panels support strict hygiene requirements commonly found in the food industry.

A properly designed insulated panel system does more than protect product quality. It can significantly reduce refrigeration operating costs, extend equipment lifespan, and help facilities comply with increasingly stringent customer requirements and regulatory standards.
Whether a facility is planning a new construction project, upgrading an existing cold storage area, or expanding capacity to meet seasonal demand, selecting the right insulated panel solution from the design stage is essential to achieving optimal long-term performance.
Other news





PHUONG NAM SANDWICH PANEL
CHOICE OF QUALITY IN THOUSANDS OF CLEAN-ROOM, COLD STORAGE, AND FACTORIES.

PHUONG NAM SANDWICH PANEL
QUALITY, PROGRESS, PERFORMANCE, and INVESTMENT EFFICIENCY
PHUONG NAM SOUND INSULATION COMPANY LIMITED
- Head office: 9A Nhat Chi Mai Street, Tan Binh Ward, Ho Chi Minh City, Vietnam.
- (028)35901968
- hi@phuongnampanel.com
- Southern Representative Office: No. 99 National Highway 1A, Dong Hung Thuan Ward, Ho Chi Minh City, Vietnam.
- Northern Representative Office: Chi Long Hamlet, Nguyen Van Linh Commune, Hung Yen Province, Vietnam.
FACTORY ADDRESS
- Factory 01: Lot B5-9, D4 Street, Tan Phu Trung Industrial Park, Cu Chi Commune, Ho Chi Minh City, Vietnam.
- Factory 02: Lot B4-10, N5 Street, Tan Phu Trung Industrial Park, Cu Chi Commune, Ho Chi Minh City, Vietnam.
- Factory 03: Chi Long Hamlet, Nguyen Van Linh Commune, Hung Yen Province, Vietnam.
Follow us!
Copyright © 2020 PHƯƠNG NAM PANEL